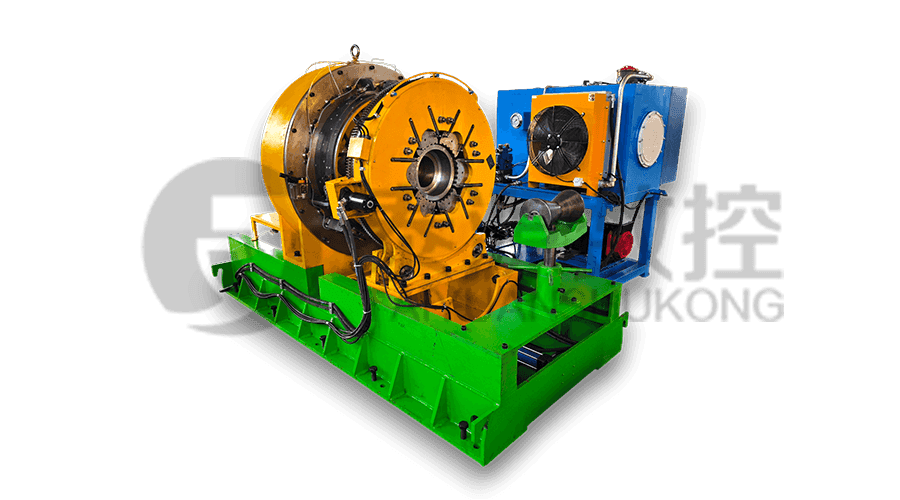
Model: TYSK-630T
Stroj prijíma systém CNC FANUC so stabilnou presnosťou spracovania a flexibil...


Vynikajúca presnosť spracovania zariadení, dobrá rigidita, efektívnosť spracovania prvotriednych, takže naše výrobky môžu byť kvalifikované pre štandardy API a väčšinu prémiového pripojenia na trhu.

Stroj prijíma systém CNC FANUC so stabilnou presnosťou spracovania a flexibil...

Stroj prijíma systém CNC FANUC so stabilnou presnosťou spracovania a flexibil...





V náročnom prostredí výroby tubulárneho tovaru pre ropnú krajinu (OCTG) nie je dodržiavanie noriem 5CT Amerického ropného inštitútu (API) len regulačnou požiadavkou – je to základ pre prevádzkovú bezpečnosť. Integrita...

Vo vysokom sektore výroby ropných zariadení už prechod od samostatných zariadení k plne integrovaným systémom nie je luxusom, ale technickou nevyhnutnosťou. A cnc stroj na závitovanie rúrok je srdcom tohto prec...
Vo vysokovýkonnom plastovom priemysle je efektívnosť premeny drahých surovín na použiteľné fólie kritickým ukazovateľom ziskovosti. Spracovanie predvalkov plneného PTFE (polytetrafluóretylénu), ktoré často obsahujú sk...
Náš záväzok
Naším cieľom je poskytovať trhu a našim zákazníkom riešenia na mieru, či už ide o jeden produkt alebo kompletnú sadu zariadení.
Hoci sa trhy, aplikácie a zákazníci líšia, máme jedinečný prístup, ktorý vedie našich zákazníkov k úspechu.
Na akékoľvek otázky a spätnú väzbu od zákazníkov budeme trpezlivo a starostlivo reagovať.
V prípade akejkoľvek konzultácie so zákazníkmi vám čo najskôr poskytneme najprofesionálnejšiu a najrozumnejšiu cenovú ponuku.
V prípade akýchkoľvek nových produktov našich zákazníkov s nimi budeme komunikovať veľmi profesionálne, vypočujeme si ich názory a poskytneme im praktické návrhy, aby sme zabezpečili poskytovanie tých najlepších produktov.
Každú objednávku od našich zákazníkov vybavíme včas, so zárukou kvality a množstva.

Jiangsu Taiyuan CNC Strojové náradie Co., Ltd. má rôzne CNC strojové obrábaky na spracovanie potrubia. Nasleduje spôsob nastavenia parametrov rezania CNC rúrkový závitový sústruhový stroj Zabezpečiť kvalitu vlákna pri spracovaní potrubí rôznych materiálov:
Spracovanie oceľových rúr
Rýchlosť rezania: Pre potrubia vyrobené zo strednej uhlíkovej ocele môže byť rýchlosť rezania okolo 100-200 m/min. Ak je to zliatinová oceľ, kvôli svojej vysokej tvrdosti by sa rýchlosť rezania mala primerane znížiť na približne 80-150 m/min, aby sa zabránilo nadmernému opotrebeniu nástroja a zabezpečenie kvality povrchu závitu.
Rýchlosť posuvu: Spravidla rýchlosti posuvu na revolúciu je zvyčajne vhodnejšia pri 0,5-1,2 mm/rev. V prípade vlákien s vysokou presnosťou je možné vybrať menšiu rýchlosť posuvu, napríklad 0,5-0,8 mm/rev, aby sa zlepšila povrchová úprava a presnosť vlákna.
Hĺbka rezania: Podľa špecifikácií a požiadaviek vlákna je možné hĺbku rezania regulovať pri 1-2 mm počas hrubého obrábania a 0,2-0,5 mm počas jemného obrábania.
Spracovanie medených rúr
Rýchlosť rezania: Tvrdosť medi je relatívne nízka a rýchlosť rezania sa môže primerane zvýšiť, zvyčajne okolo 200-300 m/min. Rýchlosť by však nemala byť príliš vysoká, inak by mohla spôsobiť, že sa medené čipy zabalia okolo nástroja a ovplyvňujú kvalitu spracovania.
Rýchlosť posuvu: Rýchlosť posuvu je možné zvoliť medzi 0,8-1,5 mm/rev. Vzhľadom na dobrú ťažnosť medi môže väčšia rýchlosť posuvu znížiť reznú silu a zabrániť nadmernej deformácii materiálu, ale malo by sa tiež poznamenať, že by nemala byť príliš veľká na to, aby sa vyhla ovplyvňovaniu presnosti vlákna.
Hĺbka rezania: Hĺbka rezania môže byť 1,5-2,5 mm počas hrubého obrábania a 0,3-0,6 mm počas jemného obrábania.
Spracovanie hliníkových rúr
Rýchlosť rezania: Hliník má nízku tvrdosť a dobrý rezanie, takže rýchlosť rezania môže byť vyššia, zvyčajne 300-500 m/min. Pozornosť by sa však mala venovať problému zastavaného okraja, ktorý sa môže vyskytnúť pri vysokorýchlostnom rezaní, ktorý je možné vyriešiť vhodnými opatreniami na chladenie a mazanie.
Rýchlosť posuvu: Rýchlosť posuvu môže byť okolo 1-2 mm/rev. Pretože hliníkové materiály sú mäkšie, väčšia rýchlosť posuvu môže zlepšiť účinnosť spracovania, ale je potrebné zabrániť tomu, aby nadmerná rýchlosť posuvu spôsobovala defekty, ako sú škrabance na povrchu nite.
Hĺbka rezania: Hĺbka rezania môže byť 2-3 mm počas hrubého spracovania a počas jemného spracovania 0,3-0,8 mm.
Spracovanie rúr z nehrdzavejúcej ocele
Rýchlosť rezania: Nerezová oceľ má vysokú pevnosť a tvrdosť a je náchylná na tvrdenie práce. Rýchlosť rezania je zvyčajne 60-120 m/min. Príliš nízka rýchlosť spôsobí zvýšené opotrebenie nástroja a príliš vysoká rýchlosť môže spôsobiť popáleniny nástrojov a deformáciu obrobku.
Rýchlosť posuvu: Miera posuvu na revolúciu je zvyčajne 0,3-0,8 mm/rev. Menšia rýchlosť posuvu môže znížiť reznú silu, znížiť stupeň tvrdenia práce a pomôcť zabezpečiť kvalitu vlákna.
Hĺbka rezania: Hĺbka rezania je možné ovládať pri 0,8-1,5 mm počas hrubého obrábania a 0,1-0,3 mm počas jemného obrábania.
